
6-assige industriële lasrobot met een reikwijdte van 2000 mm voor het lassen van roestvrij staal
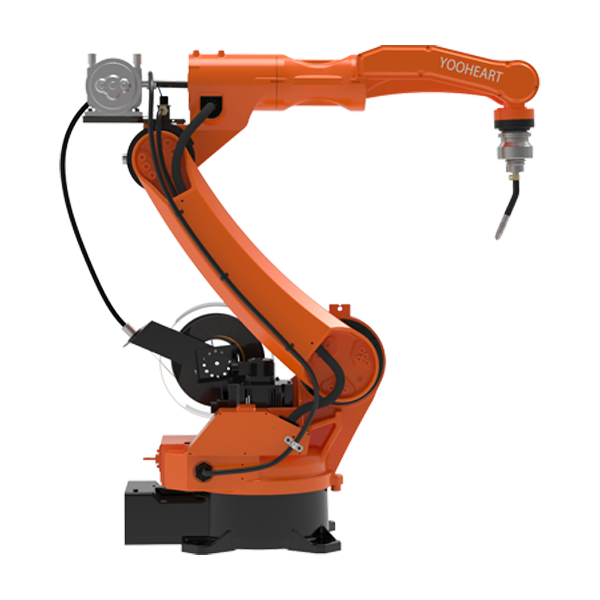
6-assige 2000 mm reikende industriële lasrobot voor het lassen van roestvrij staal,
lasrobot roestvrij staal,
LEVERING EN VERZENDING
Yunhua Company kan klanten verschillende leveringsvoorwaarden bieden. Klanten kunnen kiezen voor verzending over zee of door de lucht, afhankelijk van de urgentie. De verpakkingskisten van Yooheart Robot voldoen aan de eisen voor zee- en luchtvracht. Wij bereiden alle bestanden voor, zoals het PL, het certificaat van oorsprong, de factuur en andere bestanden. Er is een medewerker die ervoor zorgt dat elke robot binnen 40 werkdagen probleemloos bij de haven van de klant wordt afgeleverd.
Aftersales service
Yunhua Company kan klanten verschillende leveringsvoorwaarden bieden. Klanten kunnen kiezen voor verzending over zee of door de lucht, afhankelijk van de urgentie. De verpakkingskisten van Yooheart Robot voldoen aan de eisen voor zee- en luchtvracht. Wij bereiden alle bestanden voor, zoals het PL, het certificaat van oorsprong, de factuur en andere bestanden. Er is een medewerker die ervoor zorgt dat elke robot binnen 40 werkdagen probleemloos bij de haven van de klant wordt afgeleverd.
FQA
V. Hoe stel ik de stroombron in bij TIG-lassen?
Uw lasapparaat moet worden ingesteld op DCEN (gelijkstroomelektrode negatief), ook wel bekend als rechte polariteit voor elk werkstuk dat gelast moet worden, tenzij het materiaal aluminium of magnesium is. De hoge frequentie wordt ingesteld om te starten, wat tegenwoordig ingebouwd is in omvormers. De nastroom moet minimaal 10 seconden zijn. Indien er wisselstroom aanwezig is, wordt deze ingesteld op de standaardinstelling die overeenkomt met DCEN. Stel de contactor en stroomsterkteschakelaars in op de externe instellingen. Als het te lassen materiaal aluminium is, moet de polariteit worden ingesteld op wisselstroom, de wisselstroombalans moet worden ingesteld op ongeveer 7 en de hoogfrequente voeding moet continu zijn.
V. Hoe stel ik het beschermgas in tijdens TIG-lassen?
Bij TIG-lassen wordt het inerte gas gebruikt om het lasgebied te beschermen tegen verontreiniging. Daarom wordt dit inerte gas ook wel beschermgas genoemd. Het moet in alle gevallen argon zijn en geen ander inert gas zoals neon of xenon, vooral niet als er TIG-lassen wordt uitgevoerd. De instelling moet rond de 15 cfh liggen. Voor het lassen van alleen aluminium kunt u een 50/50-combinatie van argon en helium gebruiken.
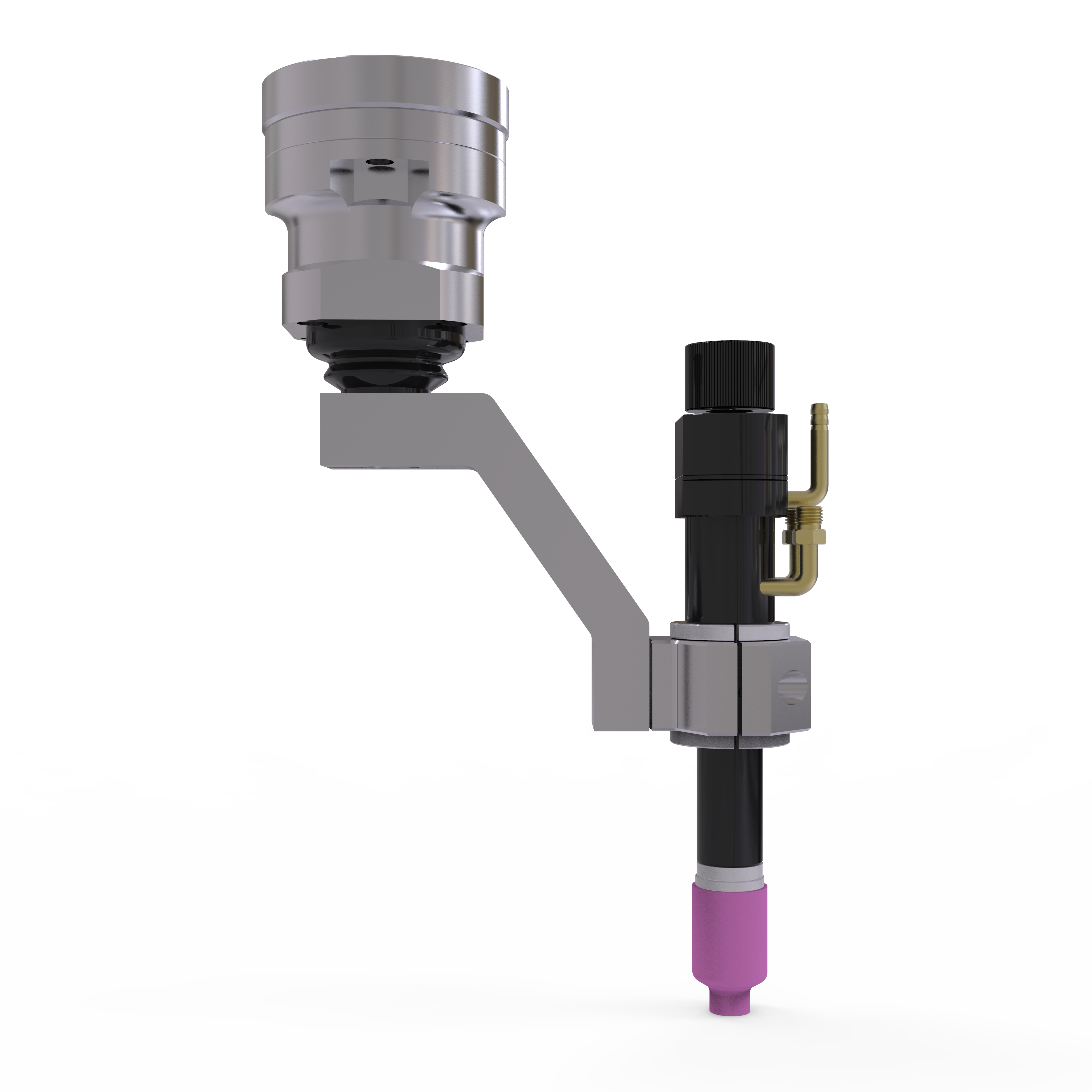
V. Hoe kies ik een TIG-lastoorts?
Er zijn veel verschillende soorten branders beschikbaar. Afhankelijk van de koelmethode heb je TIG-branders met luchtkoeling en TIG-branders met waterkoeling. Ook de ampère is verschillend: sommige kunnen 250 ampère aan, terwijl andere slechts 100 ampère aankunnen.
V. Wanneer moet ik kiezen voor een watergekoelde TIG-toorts en een luchtgekoelde TIG-toorts?
U kunt het beste kiezen voor een watergekoelde TIG-toorts als u een groot aantal stukken moet lassen. Een luchtgekoelde TIG-toorts is echter een goede keuze als u slechts een beperkt aantal stukken moet lassen.
Als u dikke stukken moet lassen, is een watergekoelde TIG-toorts beter dan een luchtgekoelde TIG-toorts.
V. Wordt de wolfraamelektrode voor alle toepassingen gebruikt?
Nee, voor TIG-lassen is het vanzelfsprekend dat de elektroden die u gebruikt voor TIG-lassen gemaakt moeten zijn van wolfraam. Dit betekent echter niet dat één wolfraamelektrode voor alle toepassingen gebruikt kan worden. U moet verschillende wolfraamelektroden kiezen op basis van het materiaal.
Productcategorieën
-

Fabriek levert China Yooheart industriële robot ...
-

Producten/leveranciers uit China tegen redelijke prijzen. OEM ...
-

Fabrieksbron China Geautomatiseerde robotlasserij...
-
OEM/ODM Fabrikant Automatische Lasrobot Dus...
-
Fabriek levert China Yooheart industriële robot ...
-
6-assige industriële lasrobot met een reikwijdte van 2000 mm...



